
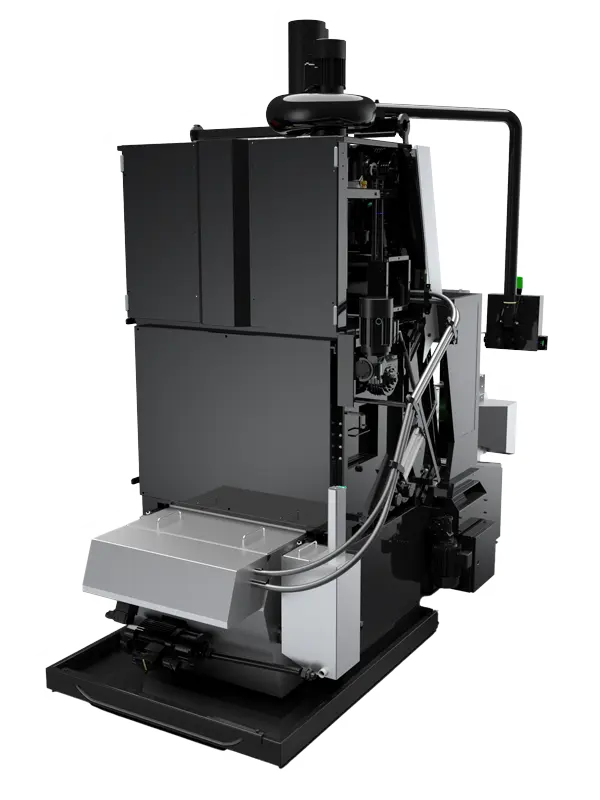

ISP – Muldenband – Nassstrahlanlage ET 100 RB
Werkstückbezeichnung:
Verschiedene Werkstücke die mit Ölen, Fetten, Emulsionen, Rost, Zunder oder anderen Verunreinigungen behaftet sind
Werkstückmaterial:
In erster Linie metallische Werkstücke, aber auch mineralische Werkstücke oder auch Werkstücke aus Kunststoff sind denkbar
Werkstückabmessungen:
min. 10 x 10 x 10 x 10 mm | max. 200 x 200 x 200 mm
(Länge x Breite x Höhe)
Andere Abmessungen nach Durchführung von Versuchen!
Max. Chargenvolumen:
100 Liter Schüttvolumen
Max. Chargengewicht:
75 kg. (optional erweiterbar auf 200 kg.)
Verfügbare Bandausführung:
Lochung 2,5 mm / 5 mm bestückt mit verschiedenen Mixingstrips
Bearbeitungsaufgabe:
Reinigen, Entfetten, Entrosten, Entzundern, Entlacken, Passivieren
Normale Verarbeitungszeit:
5 – 15 Minuten (abhängig von der Art der Verunreinigung)
Endzustand:
Gereinigte Oberfläche ohne spezifizierte Anforderungen an Restschmutz und ggf. Korrosionsschutz
Prozessmittel:
Strahlmittel, Reinigungsmittel, Prozesswasserreiniger und ggf. Entschäumer oder Passivierungsmittel
Prozesswasseraufbereitung:
Kratzförderer – Filtermodul oder Zentrifugensystem
Verfahrensbeschreibung:
Das Prinzip der Nassstrahltechnik hat sich seit mehreren Jahrzehnten als äußerst effektives und leistungsfähiges Reinigungssystem bewährt.
Die hier beschriebene ISP – Nassstrahlanlage ET 100 RB ist eine Muldenband – Nassstrahlanlage auf Schleuderradbasis, die insbesondere dafür ausgelegt ist, um an Bauteilen Verunreinigungen wie Öle, Fette, Emulsionen, Rost, Zunder, Farbe oder sonstige organische Verunreinigungen zu entfernen. Diese ist standardmäßig mit einer Prozesskammer, einem Schleuderrad, einer Sprühleiste und einem Muldenband ausgestattet, welches Bauteile vor den Schleuderrädern / der Sprühleiste bewegt und damit eine Bearbeitung aller an den Bauteilen zu reinigenden Bereiche in einem mehrstufigen Prozess (Strahlen + Waschen + Spülen + Nachtrocknen) ermöglicht.
Über einen speziell ausgeführten Prozesswassertank unter der Prozesskammer, welcher für Wartungszwecke sehr gut zugänglich ist, wird die Strahlmittelkonzentration im Prozesswasser sichergestellt und das Schleuderrad mit einem Mix aus Prozesswasser und Strahlmittel versorgt. Nach dem Strahl- / Waschvorgang mit heißem Prozesswasser werden die Bauteile über eine Sprühleiste mit gefiltertem Wasser gespült. Durch die angenommene Eigenwärme und optionalem Abblasen der Bauteile trocknen diese nach, ohne dass ein zusätzlicher Trocknungsvorgang erfolgen muss. Nach der Reinigung fließt das Prozesswasser, angereichert mit Verunreinigungen, in den Prozesswassertank zurück und wird im Kreislauf geführt.
Durch ein separates Prozesswasser – Filtermodul (alternativ Reinigungssystem ET 1450 SEP-T) wird das Prozesswasser kontinuierlich von Feststoffen (zum Teil auch von Ölen / Emulsionen) gereinigt bzw. die Lebensdauer des im Kreislauf geführten Prozesswassers maximal verlängert.
Die Steuerung aller Prozesse erfolgt über eine SPS – Steuerung. Über ein Touch Panel können Verfahrensparameter wie Strahlzeit, Schleuderradeinstellung (Drehzahl / Drehrichtung), Muldenbandgeschwindigkeit, Badtemperatur, Abblaszeit oder Nachtrocknungszeit eingestellt werden. Die Nassstrahlanlage ist thermisch und akustisch isoliert.
Das Be- und Entladen der Nassstrahlanlage erfolgt jeweils manuell (optional über ein automatisches Zuführ- / Abführsystem) im Frontbereich der Anlage.
Durch die Zugabe von speziell für das Nassstrahlen entwickelte Verfahrensmittel wird das Reinigungsergebnis an den zu reinigenden Bauteilen deutlich verbessert, bei Stahlteilen ein Korrosionsschutz erzielt und zusätzlich die Prozesswasserreinigung unterstützt.
Hauptmerkmale:
- Muldenband – Nassstrahlanlagen sind dafür ausgelegt um kleine bis mittelgroße schüttfähige Werkstücke in einer Chargenbearbeitung allseitig zu reinigen, entfetten, entrosten, entzundern, entlacken, passivieren und / oder bei einer schlagunempfindlichen Einzelteilbearbeitung ein feines, homogenes, geglättetes, satiniertes und ansprechendes Oberflächenbild zu erzielen.
- Alternativ hierzu ist es auch möglich, bei entsprechender Verfahrenseinstellung, Bauteile aufzurauen und chemisch vorzubehandeln, um dadurch beispielsweise eine optimale beschichtungsfähige Oberfläche zu erreichen
- Stahlbauteile werden bei der Bearbeitung mit einem Korrosionsschutz versehen, so dass diese (anders als bei Trockenstrahlverfahren) nach der Bearbeitung nicht rosten
- In der Nassstrahltechnik können auf Grund der Einbettung in Wasser alle handelsüblichen korrosionsbeständigen metallische, mineralische oder Kunststoff – Strahlmittel verschleißarm eingesetzt werden
- Die Prozesse Strahlen + Waschen + Spülen + Nachtrocknen von Bauteilen erfolgen in einem Anlagensyste
- Durch die Schleuderradtechnik und dem dadurch gegebenen hohen Strahlmitteldurchsatz ist ein sehr leistungsstarkes Strahlen möglich, wodurch kürzeste Bearbeitungszeiten und ein maximaler Teiledurchsatz erzielt werden
- Die Schleuderradtechnik ist in der Strahltechnik (unabhängig ob Nassstrahlen oder Trockenstrahlen) im Vergleich zu Düsenstrahlanlagen die deutlich wirtschaftlichere / effektivere Form, um Bauteile an der Oberfläche zu bearbeiten und daher bei nahezu allen Strahlanwendungen zu empfehlen
- In der Nassstrahltechnik haben Düsenstrahlanlagen nur dann Vorteile, wenn lediglich eine partielle Teilebearbeitung gewünscht wird
- Unsere Muldenband – Nassstrahlanlagensysteme sind mit einer umfangreichen Prozessüberwachung ausgestattet, so dass der Betrieb einer entsprechenden Nassstrahlanlage sehr betreuungsarm, wartungsarm und zuverlässig möglich ist
- Bei Nassstrahlanwendungen entsteht kein Staub und kein Explosionsrisiko, so dass auch bei der Bearbeitung von explosionsgefährdeten Materialien (Aluminium, Magnesium, Zink etc.) keine Einhaltung von ATEX – Vorschriften erforderlich ist
Sie interessieren sich in der Strahltechnik für die unschlagbaren Vorteile von Nassstrahlanlagen?

Ihr Ansprechpartner
Bertram Klee